A6S HNG Multi
The HNG Multi welding head has been designed for both Single (AC or DC) and Tandem (DC/AC or AC/AC) wire welding in parallel or almost parallel joints, ranging in width from 18 mm and in depth down to 350 mm.
The HNG Multi meets the demands for a fully automatic welding process with accurate controlling of all parameters for reduced welding times and perfect weld metal when welding high-tensile material. HNG Multi is suitable for continuous operation under heavy conditions -with preheated welding objects still maintaining the same high precision and wear characteristics.
Technical description
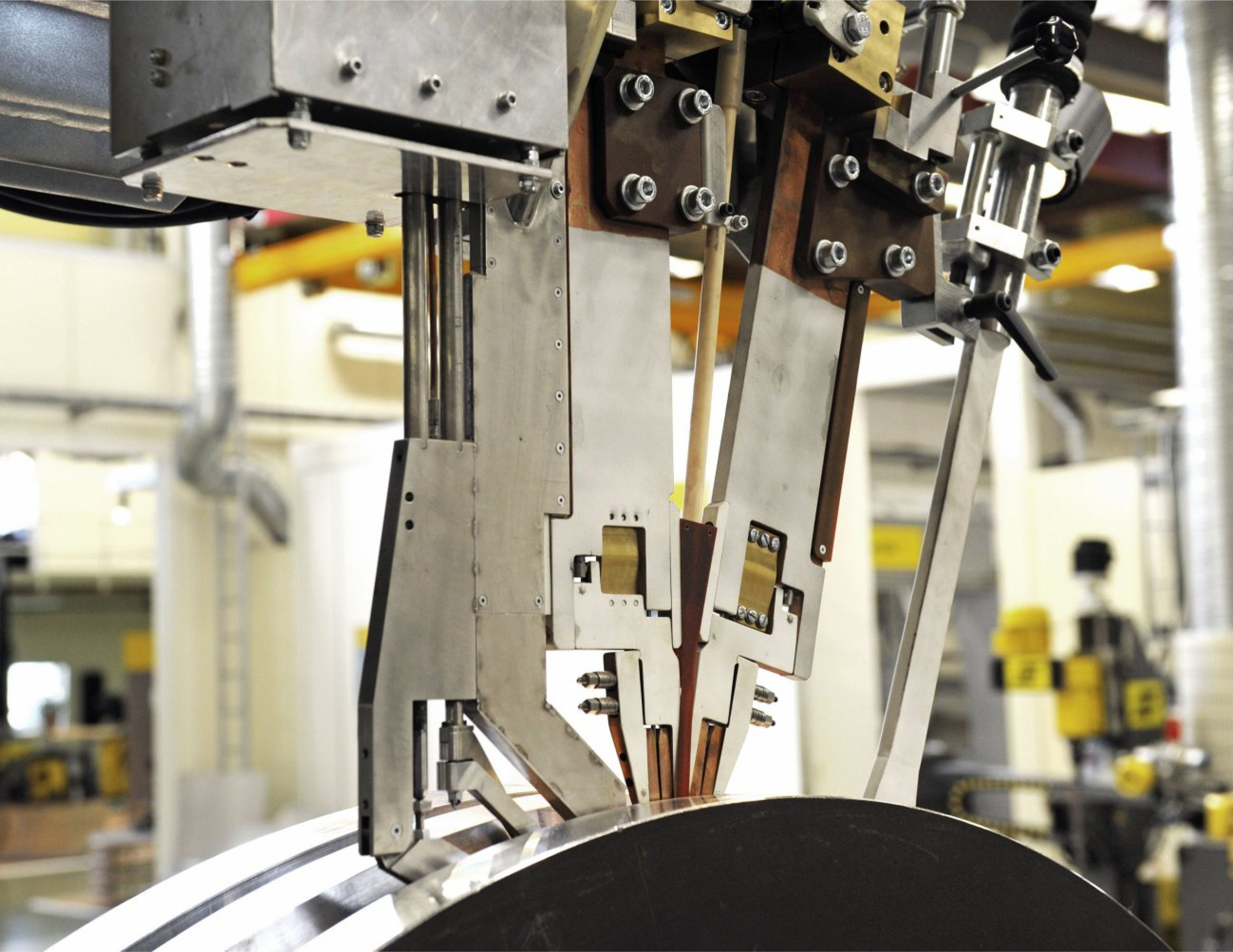
The welding head HNG Multi has been designed around the flat, welding nozzle. The reciprocating movement of the nozzle is accomplished by means of a pneumatic three position cylinder and is transferred from cylinder to nozzle through a shaft transmission system. The amplitude of this movement is set by means of screws located on the upper part of the welding head. Individual lateral offset between wire tips and joint side wall as well as distance (longitudinal) between the two wires can be adjusted as required.
ESAB’s well-known worm gear motor A6-VEC is used for the wire feed. The double wire straightening devices for each wire are also located on respective motor, 2-dimensionally mounted with displacement of 90°. Each device contains five hardened rollers, which are readily positioned as required.
The flux hopper is made of silumin and holds approx. 10 litres. Flux is led from the hopper to the pneumatically controlled flux valve. The hopper has been designed to match first rank flux feeding system, type FFS with a pressurized container, which can be mounted elsewhere on the carrier (see separate leaflet).
The flux suction unit on top of the container represents a further development of ESAB’s well-known ejector suction unit, type OPC. It has been made from a special heat resistant material to enable its use in combination with pre-heated flux.
The welding head is equipped with separate joint tracking system for vertical and horizontal joint tracking, respectively.
In the vertical there is a spring-loaded roller, while horizontal tracking is accomplished by means of a spring loaded trailing device.
For changeover between longitudinal and circumferential welding a pivoting link has been mounted in the imme-diate vicinity of the weld centre.
- Air-cooled torch
- Reliable and uniform high weld quality
- High productivity
- Minimum of supplementary work
- Control system in Basic or PLC version
- Continuous double-sided joint tracking gives a high reliability at shift overlap (with PLC)
- Continuous measuring of joint width, max 50 mm (with PLC)
- Short-circuit protected, welding head-workpiece (with PLC)
- Automatic positioning (with PLC)
| Producent | ESAB |
|---|---|
| Weight, kg | 140/165 (Single/Tandem) |
| Min clearance internal weld -Longitudinal | 1500 Ø mm |
| Min clearance internal weld - Circumferential | 1500 Ø mm |
| Flux hopper unit | OPC Super |
| Flux hopper capacity, litres | approx. 10 |
| Min weld diameter, mm | 500/1200 (Single/Tandem) |
| Max heat resistance, workpiece, °C | 300 |
| Accuracy of joint tracking, mm | ±0.15 |
| Distance between wires, mm | 15 (valid for 30 mm stick-out) |
| Wire angle between wires | 15° |
| Joint width, mm | 18-50 |
| Joint depth, max mm | 350 |
| Tilting angle of weld nozzle | ±3.5° |
| Deposition rate, kg/h | approx. 7/16 (Single/Tandem) |
| Beads in each layer | 2-4 |
| Max welding current AC, A | 800 |
| Max welding current DC, A | 800 |
| Wire feed speed, max m/min | 4 |
| Wire feed motor | A6-VEC 156:1, 4000 rpm |
| Wire dimension, mm | 3-4 |
| Weld joint type | Butt |
